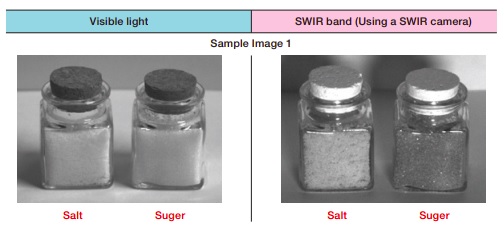
Short wave infrared (SWIR) imaging is a specialized segment of machine vision, applying automated imaging outside the human-visible spectrum. Able to see through opaque plastic bottles to verify or control fill levels, inspect fruit for bruising, sort recyclables, inspect silicon wafers, etc., SWIR applications require SWIR-specific sensors, cameras, and lenses.
Visible vs SWIR image of same targets – image courtesy of TAMRON
TAMRON Wide Band SWIR lenses are designed for Sony IMX990 / Sony IMX991 sensors and other sensors with a 5µm pixel-pitch. These wide band lenses feature the capability to work in a wide range of wavelengths from the visible range to Short-Wave Infrared Range (SWIR 400 – 1700nm). In addition, TAMRON’s new proprietary eBAND anti-reflection lens coating technology provides 80% constant spectrum transmittance over the whole visible to SWIR spectrum.
Tamron wide-band SWIR lens series – Image courtesy of TAMRON
Vein imaging application overlays SWIR image of veins into visible image of patient forearm – Image courtesy TAMRON
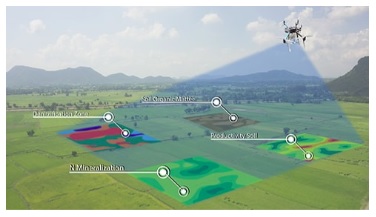
Monitor moisture levels in crops from airborne drone – Image courtesy TAMRON
Banknote under visible light (left) and SWIR (right) – Images courtesy of Allied Vision
Opaque and clear plastic bottles in visible light (left) and SWIR (right) – Images courtesy of Allied Vision
Cool applications! Would 1stVision happen to carry any cameras that utilize the SONY sensors for which these TAMRON lenses are designed? Yes, of course:
So far we’ve got SWIR lenses, sensors and cameras, the latter with several interface and performance options. How about SWIR lighting, to create the proper contrast? We’ve got that too. Call us at 978-474-0044.
“Smart Cameras” for regular machine vision are not new, but a “Smart Thermal camera” is completely new. Smart cameras attractively reduce or eliminate the need for a computer host, for some applications, putting the image processing onboard the camera. That can lower costs and/or speed processing by eliminating components and data transfer time.
AT Sensors – previously known as Automation Technology – provides the IRSX series, bringing smart cameras to the IR space.
Precision: Measurement accuracy of +/- 2°C or +/- 2%
ROIs: Supports temperature evaluation based on an unlimited number of ROIs
Rugged: Rugged housing with air purge for the lens
Size: small enough to fit in the tightest of spaces (55 x 55 x 77 mm)
Options: Different models with different resolutions, FoV and frame rates available
IRSX Standards Compliance – courtesy AT Sensors
Smart camera and communications/control features:
GigE Vision: Complies to the newest GenICam standard
SDK options: Bundled irsxSupportPackage, AT’s comprehensive SDK, includes interfaces to popular third party packages as well
Smart Processing App: Complete functionality to create applications solutions for a stand-alone operation of camera
Web-based configuration of your measurement task and display of results
IoT communications: Modbus server and client for IoT communication with external devices
Example Applications: Besides the general purpose ability to monitor industrial infrastructure for early detection of combustion, specific industries taking advantage of IR applications include plastics, iron and steel, food processing, automotive, chemical, oil and gas, and electrical utilities, to name a few.
Do you have warehouses with combustible goods?
Or installations where there is a risk of fire?
Detect and respond to critical conditions BEFORE there’s an outbreak of fire.
Counting, packing, and sorting
Prepared meals: check the sealing of cover foils for defects
Thermal process monitoring during production
Foamed parts: e.g. dashboards: Inline inspection for voids in the foam layer
Hot stamping: Monitor temperature distribution before and after forming to optimize product quality
Are you already using IR imaging, and want to know more about how a smart IR camera could enhance existing applications – or innovate new ways to add value to your product and service offering? Or will your first IR application be with a smart camera? Call us at 978-474-0044 and we’ll be happy to learn more about your unique applications requirements – and how we can help. That’s what we do.
3D laser profiling is widely used in diverse industries and applications. There are a number of mature offerings and periodic next generation innovations. So what would it take to convince you to take a look at the value proposition for AT – Automation Technology’s C6 Series? In particular the C6-3070, the fastest laser triangulation laser profiler on the market.
AT says that “C6 Series is an Evolution. C6-3070 is a Revolution”. Let’s briefly review the principles of laser profile scanning, followed by what makes this particular product so compelling.
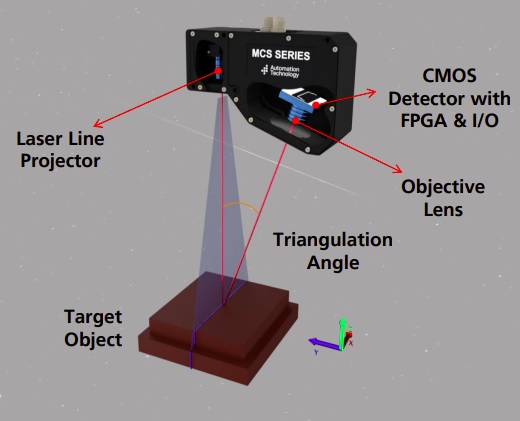
3D profile scanning components – courtesy Automation Technology
What are the distinguishing characteristics of each item labeled in the above diagram?
Target object: An item whose height variations we want to digitally map or profile
XYZ guide: The laser line paints the X dimension; each slice is in the Y dimension; height correlates to Z
Laser line projector: paints the X dimension across the target object
Objective lens: focuses reflected laser light
CMOS detector: array of pixel wells, or pixels, such that for each cycle, the electronic value of a pixel scales with the height value of the geometrically corresponding position on the target object
FPGA and I/O circuitry: provide the timing, the smarts, and the communications
The key to laser triangulation is that the triangulation angle varies in direct correlation with the height variances on the target object that reflects the projected laser light through the lens and onto the detector. It’s “just geometry” – though packaged of course efficiently into the embedded algorithms and precisely aligned optics.
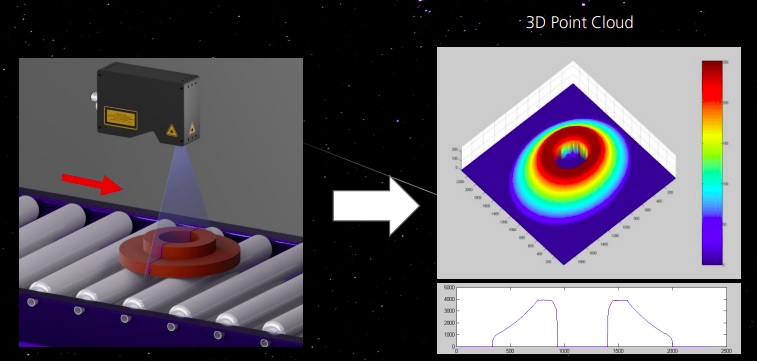
The goal in 3D profile scanning is to build a 3D point cloud representing the height profile of the target object.
Laser line reflections captured to create 3D point cloud of target object – courtesy Automated Technology
Speed and Resolution: 200kHz @ 3k resolution. That’s the fastest on the market. This is due to AT’s proprietary sensor WARP – Widely Advanced Rapid Profiling. How does it work?
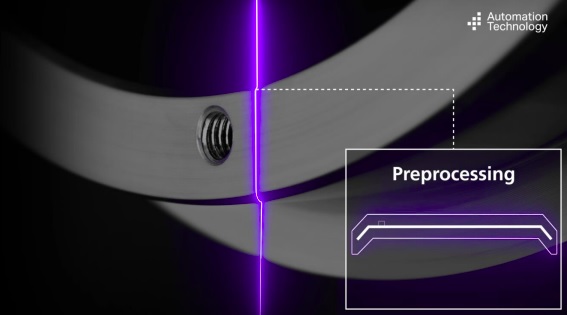
The C6-3070 imager has on-board pre-processing. In particular, it detects the laser line on the imager, so that only the part of the image around the laser line is transferred to the FPGA for further processing. This massively reduces the volume of data needing to be transferred, but focusing on just the relevant immediate neighborhood around the laser line. Which means more cycles per second. Which is how 200kHz at 3k resolution is attained.
C6-3070 imager’s pre-processing sends just the portion of the image needed, thereby achieving higher framerates – courtesy Automation Technology
Modularity: When Henry Ford introduced the Model T, he is famously attributed to have said “You can have it any color you like, as long as it’s black.” Ford achieved economies of scale with a standardized product, and almost all manufacturers follow principles of standardization for the same reason.
But AT – Automation Technology’s C6 Series is modular by design – each component of an overall system offers standard options. There are no minimum order quantities, no special engineering charges, and lead times are short because the modular components are pre-stocked.
For example:
Laser options (blue, red laser class: 2M, 3R, 3B)
X-FOV (Field Of View) from 7mm to 1290 mm
Single or dual head sensors
Sensor parameters offer customizable Working Distance, Triangulation Angle, and Speed
Software: The cameras may be controlled by many popular third party software products, as the are GigE-Vision / Genicam 3.0 compliant. Or you may download the comprehensive and free AT Solution Package, optimized for use with AT’s IR cameras. The SDK is C-based API with wrappers for C++, C# and Python.
Besides the SDK itself, users may want to take advantage of the Metrology Package. The Metrology Package provides a toolset for evaluating measurement results.
Pricing: You might think that a product asserted to be the fastest on the market would come at a premium price. In fact AT’s 3D profilers are priced so competitively that they are often price leaders as well. At the time of writing, they certainly lead on (price : performance) in their class. Call us at 978-474-0044.
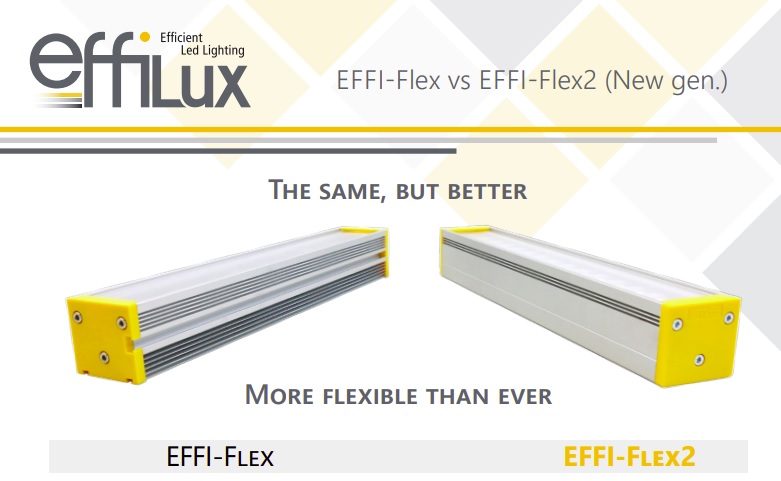
Series 1 vs. EFFI-Flex2 NextGen Series – courtesy of Effilux
Getting the lighting right is as important as choosing the right sensor, camera, and interface, in terms of machine vision success. Most all lights are “pre-configured” to a specific lighting geometry as well as wavelengths. Lighting is still tricky and in most cases, testing is needed with various configurations. If your samples are small in size and don’t require special handling or equipment, your imaging partner may offer a lighting lab in which they can test your samples to optimize lighting configuration.
But shipping samples and re-creating your conditions in a partner’s lab isn’t always practical, and you may want to do your own testing and configuration, taking advantage of your domain expertise and home-field advantage. With EFFI Flex2 lights, the standard components and range of settings yield 36 configurations in 1 light! How so? Each unit comes with 3 diffuser windows x 4 lens positions x 3 electronic modes = 36 configurations. Optional additional accessories, like polarizers, take the calculation to more than 100 configurations!
EFFI Flex2 LED modular bar lights are configurable to a wide range of applications. The user can adapt the optics, the electronics, and the mechanics, thanks to the engineering design. Perhaps you’ll embed the unit in a “forever” deployment mode, never again re-configuring a specific unit once you lock down the optimal settings.
Or maybe you’ll adapt your light again to repurpose it in another application. With the long service life of LED lights, the light may well outlive the application. Or maybe you do multiple applications, and want a light that’s so versatile you can do all your testing in house, letting the lighting drive the final choice of sensor and camera model.
Optics – adjust the lens position and the diffusers
Electronics – built-in multimode driver offers 3 operating modes in one light
Mechanics – optical lengths from 60mm – 2900mm (factory configured)
One-minute video shows key optical and electronic configuration options
Optically, lens positions may be user-adjusted for emission angles ranging from from 90 to 10 degrees. Each unit ships with swappable diffusers for strobed light, diffused, semi-diffused, or opaline light. Further, if necessary for your particular application, optional optical accessories are available: polarizer, linescan film, and cylindrical lens).
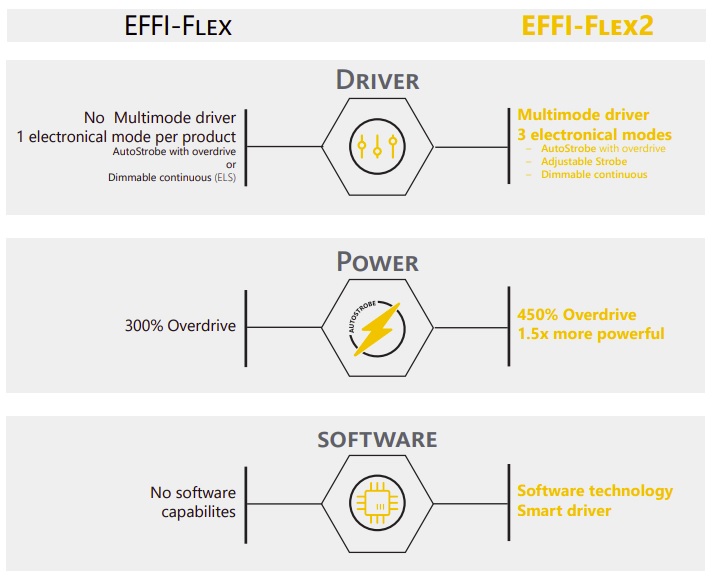
Electronically, the built-in multimode driver features 3 electronic modes: AutoStrobe with 450% Overdrive, Adjustable Strobe with controlled intensity from 10% to 100%, and Dimmable Continuous with controlled intensity from 10% to 100%. The 450% Overdrive mode is 1.5 times more powerful than the original EFFI-Flex LED bar light in overdrive.
The driver software makes it easy to select among the 3 modes, and the parameters within each mode.
Mechanics: While the length of a given unit cannot be adapted once delivered, one may order in lengths from as short at 60mm to as long as 2900mm. If your default units are English rather than metric, that’s from less than 3 inches to as much as 9.5 feet!
EFFI-Flex original series remains in production. If you don’t require the flexibility of EFFI-Flex2, with up to 36 configurations per unit shipped, the original series offers great value in its own right. Call us at 978-474-0044 to speak with one of our sales engineers, for guidance, or take out your own appendix with this side-by-side comparison diagram:
Series 1 vs. NextGen EFFI-Flex2 – courtesy of Effilux