While we’re all familiar with imaging in the human visible spectrum, there are also huge opportunities in non-visible portions of the spectrum. Infra-red and its sub-domains NIR, SWIR, MWIR, and LWIR have a range of compelling applications, at wavelengths just-longer than visible, starting at 800nm. Products that take us to the shorter-than-visible wavelengths, where we find UV, aren’t as well known to many. But there are sensors, cameras, lighting, filters, and best-practices for a wide range of applications generating value for many already.
Starting at the lower end of the visible spectrum, from 380nm until about 10nm, we find the ultraviolet (UV) spectrum.

Applications areas include but are not limited to:
- High-speed material sorting (including recyclables)
- Biological domains:
- Food inspection
- Plant monitoring
- Fluorescence analysis
- Glass, gemstone, and liquid inspection
- Semiconductor process monitoring
- Power line inspection
Consider the following three-part illustration relative to recyclables sorting:
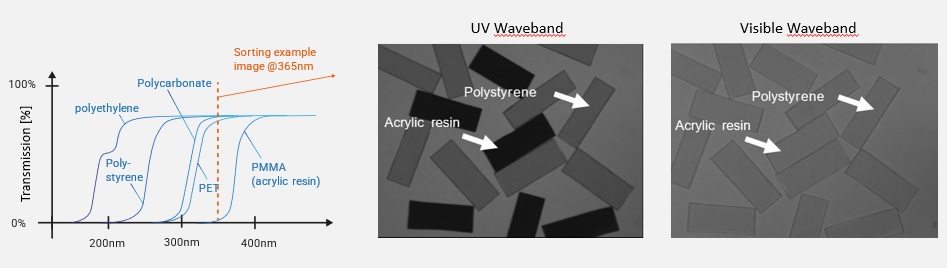
In a typical recyclables operation, after magnets pick out ferrous materials and shakers bin the plastics together, one must efficiently separate plastics by identifying and picking according to materials composition. In the rightmost image above, we see that the visible spectrum is of little help in distinguishing polystyrene from acrylic resin. But per the middle image above, a pseudo-image computationally mapped into the visible spectrum, the acrylic resin appears black while the polystyrene is light gray. The takeway isn’t for humans to watch the mixed materials, of course, but to enable a machine vision application where a robot can pick out one class of materials from another.
For the particular example above, a camera, lighting, and lensing are tuned to a wavelength of 365nm, as shown in the leftmost illustration. Acrylic resin blocks that wavelength, appearing black in the calculated pseudo-image, while polycarbonate permits some UV light to pass – enough to make it clear it isn’t acrylic resin.
Different materials block or pass different wavelengths, but knowledge of those characteristics, and the imaging “toolkit” of sensors, lighting, filters, etc., are the basis for effective machine vision applications.
Here’s just one more application example:
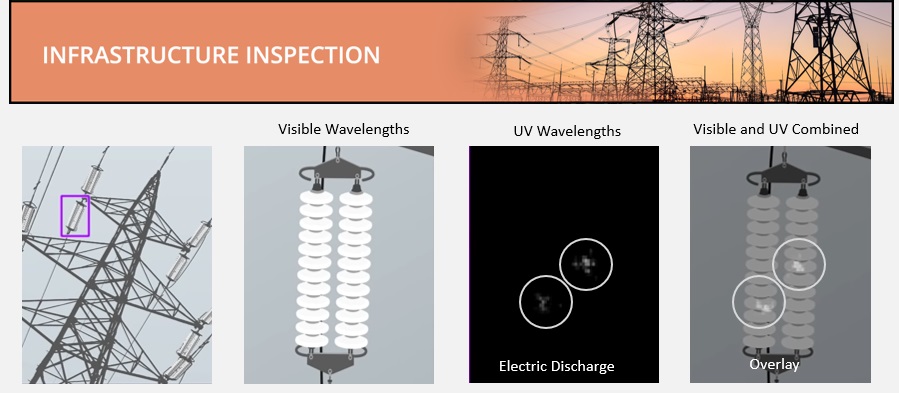
Scenario: we want to inspect components that may need replacing because they are showing electric discharge, as opposed to doing costly scheduled replacements on items that still have service life in them. From a ground-based imaging system, we establish the field of view on the component (marked by the purple rectangle). We take a visible image of the component; also a UV image revealing whether discharge is present; then we computationally create a pseudo-image to either log “all good” or trigger a service action for that component.
As mentioned above, biological applications, glass and fluid inspection, and semiconductor processes are also well-suited to UV imaging – it’s beyond the scope of this piece to show every known application area!
In the UV space, we are pleased to represent SVS Vistek cameras. While SVS Vistek specializes in “Beyond the Visible”, in the UV area they offer three distinct cameras. Each features Sony Pregius UV high resolution image sensors with high dynamic range and sensitivity in the 200 – 400 nm range. Maximum frame rates, depending on camera model, range from 87fps – 194fps. Interfaces include GigE and CoaXPress.
Tell us about your intended application – we love to guide customers to the optimal solution.

1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera and components selection. With a large portfolio of lenses, cables, NIC card and industrial computers, we can provide a full vision solution!
Illustrations in this blog courtesy of SVS Vistek.