Superior vibration resistance and mechanical design
Two of six available ML-M-HR lens models – Courtesy Moritex
Value Engineering
Every field with diverse product offerings has its own broad mix from which to choose. Some offerings are generalized; some fit a specific niche. When designing a machine vision application, and choosing components like cameras, sensors, lenses, lighting, etc., each component has to be at least slightly better than “good enough”, but need not be more than needed. The whole field of value engineering has evolved to guide practitioners in achieving required functionality while also respecting budgetary goals.
Larger FA series design goals which ML-M-HR series share- Courtesy Moritex
Moritex ML-M-HR lens series
The Moritex ML-M-HR series is part of Moritex larger FA Series of lenses. The “FA” stands for Factory Automation, which suggests points including:
Robust mechanical engineering
Quality designed to deliver reliable results and stand the test of time
Priced to permit volume purchases by achieving return on investment
Of course, the lenses are not constrained to factory automation, and you may purchase as few as you need. The factory automation insight just helps to understand their design heritage and largest market.
Specifics:
Key attributes of the Moritex ML-M-HR lens series
Pixel size and resolving capacity
Designed for 4.5 µm pixels, the lenses may of course also be used with larger pixels, but aren’t suitable for smaller. So they are an ideal fit for Sony Pregius 3rd generation sensors.
With wide-range anti-reflective (AR) coatings, the lenses provide consistent transmission from visible (Vis) through near infrared (NIR) wavelengths, i.e. 400 ~ 1100nm.
Six member family
There are six choices in the Moritex ML-M-HR series, spanning from focal lengths 8mm – 50mm, at typical intervals. The link in the previous sentence takes you to the detailed table – and quote request buttons.
Robotics application is just an example – Courtesy Moritex
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about
In this blog we tackle a set of issues well-known to experts. It’s complex enough to be non-obvious, but easy enough to understand through this short tutorial. And better to learn via a no-cost article rather than through trial and error.
Alternative to reading on, let us help you get the optics right for your application. Or read on and then let us help you anyway. Helping machine vision customers choose optimal components is what we do. We’ve staked our reputation on it.
Most understand that the F-stop on a lens specifies the size of the aperture. Follow that last link to reveal the arithmetic calculations, if you like, but the key thing to keep in mind at the practical level is that F-stop values are inversely correlated with the size of the aperture. So a large F-number like f/8 indicates a narrow aperture, while a small F-number like f/1.4 corresponds to a large aperture. Some lens designs span a wider range of F-numbers than others, but the inverse correlation always applied.
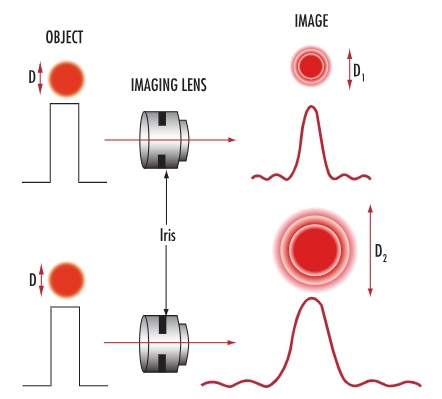
Iris controls the aperture – Courtesy Edmund Optics
Maximizing contrast might seem to suggest a large aperture
For machine vision it’s always important to maximize contrast. The target object can only be discerned when it is sufficiently contrasted against the background or other objects. Effective lighting and lensing is crucial, in addition to a camera sensor that’s up to the task.
“Maximizing light” (without over-saturating) is often a challenge, unless one adds artificial light. That would tend to suggest using a large aperture to let more light pass while still keeping exposure time short enough to “freeze” motion or maximize frames per second.
So for the moment, let’s hold that thought that a large aperture sounds promising. Spoiler alert: we’ll soften our position on this point in light of forthcoming points.
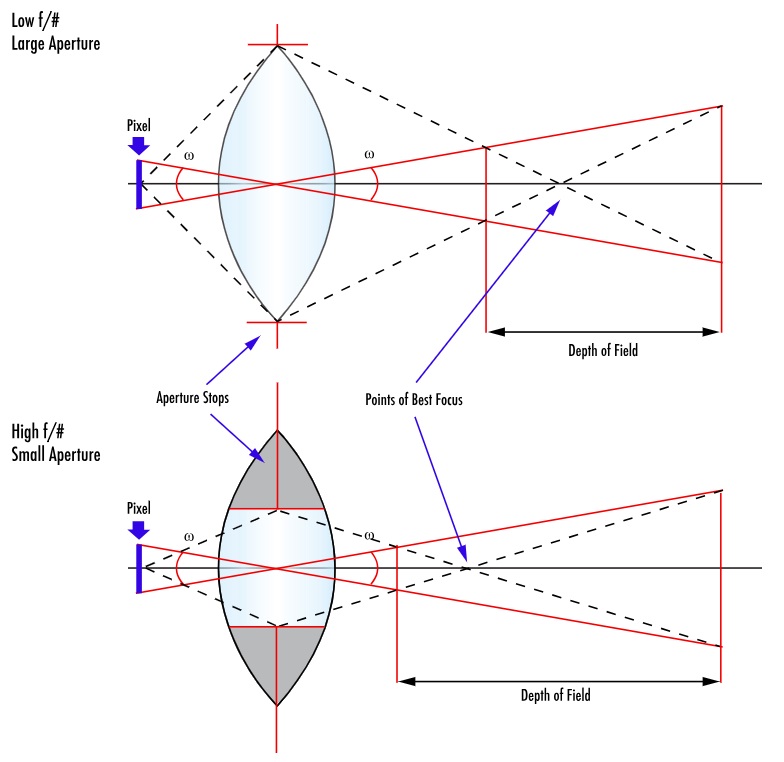
Depth of Field – DoF
While a large aperture seems attractive so far, one argument against that is depth of field (DoF). In particular, the narrowest effective aperture maximizes depth of field, while the largest aperture minimizes DoF.
Correlation of aperture size and depth of field – Courtesy Edmund Optics
Depending on the lens design, the difference in DoF between largest vs. smallest aperture may vary from as little as a few millimeters to as great as many centimeters. Your applications knowledge will inform you how much wiggle room you’ve got on DoF.
So what’s the sweet spot for aperture?
Barring further arguments to the contrary, the largest aperture that still provides sufficient depth of field is a good rule of thumb.
Where do diffraction limits and the Airy disc come into it?
Optics is a branch of physics. And just like absolute zero in the realm of temperature, Boyle’s law with respect to gases, etc., there are certain constraints and limits that apply to optics.
Whenever light passes through an aperture, diffraction occurs – the bending of waves around the edge of the aperture. The pattern from a ray of light that falls upon the sensor takes the form of a bright circular area surrounded by a series of weakening concentric rings. This is called the Airy disk. Without going into the math, the Airy disk is the smallest point to which a beam of light can be focused.
And while stopping down the aperture increases the DoF, our stated goal, it has the negative impact of increasing diffraction.
Correlation of aperture to diffraction pattern – Courtesy Edmund Optics
Diffraction limits
As focused patterns, containing details in your application that you want to discern, near each other, they start to overlap. This creates interference, which in turn reduces contrast.
Every lens, no matter how well it is designed and manufactured, has a diffraction limit, the maximum resolving power of the lens – expressed in line pairs per millimeter. There is no point generating an Airy disk pattern from adjacent real-world features that are larger than the sensor’s pixels, or the all-important contrast needed will not be achieved.
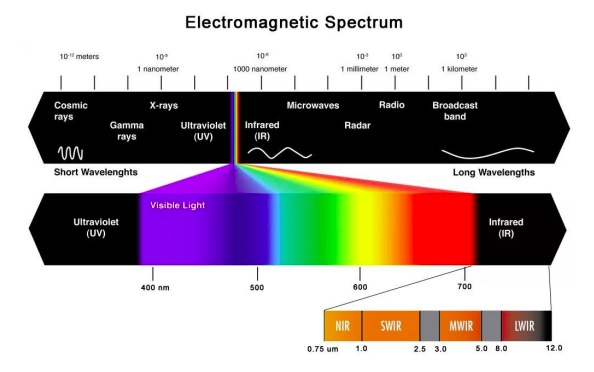
And wavelength’s a factor too?
Indeed wavelength is also a contributor to contrast and the Airy disc. As beings who see, we tend to default to thinking of light as white light or daylight, which is a composite segment of the spectrum, from indigo, blue, green, yellow, orange, and red. That’s from about 380 nm to 780 nm. Below 380 nm we find ultraviolet light (UV) in the next segment of the spectrum. Above 780 nm the next segment is infrared (IR).
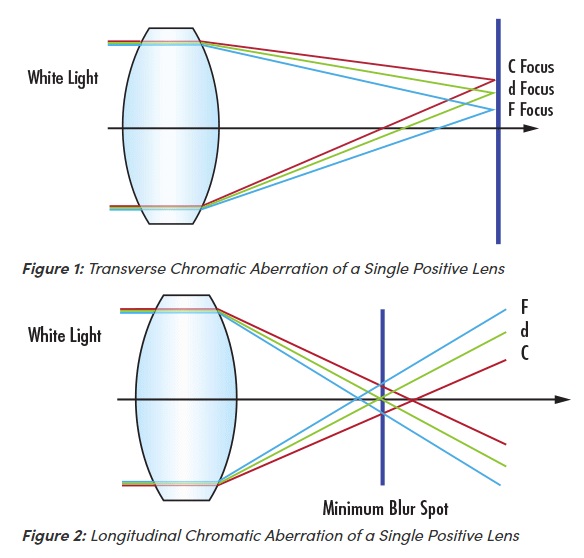
Transverse and longitudinal chromatic aberration – Courtesy Edmund Optics
If a given point on your imaged object reflect or emits light in two more more of the wavelengths, the focal point of one might land in a different sensor pixel than the other, creating blur and confusion on how to resolve the point.
An easy way to completely overcome chromatic aberration is to use a single monochromatic wavelength! If your target object reflects or emits a given wavelength, to which your sensor is responsive, the lens will refract the light from a given point very precisely, with no wavelength-induced shifts.
The takeaway point is that the trifecta of aperture (F-stop) and wavelength each have a bearing on the Airy disc, and that one wants to choose and configure the optics and lighting to optimize the Airy disc. This leads to effective applications performance – a must have. But it can also lead to cost-savings, as lower cost lenses, lighting, and sensors, optimally configured, may perform better than higher cost components chosen without sufficient understanding of these principles.
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.
HPI+ Fixed Focal Length Lenses – Courtesy Edmund Optics
Front-loading the article by unpacking the acronyms:
EO = Edmund Optics, longstanding innovators in machine vision lensing
HP = High Performance
I = Denotes “instrumentation” – Streamlined mechanical designs and fixed apertures
+ = Targeted for larger 4th gen SONY Pregius sensors: 24.5MP 1.2” IMX530 and IMX540 sensors
Fixed Focal Length Lenses… ok no acronym to unpack there… but worth noting that fixed focal length lenses, with fewer moving parts, offer high performance with lower manufacturing costs. Which translates to a compelling value proposition.
With 18 members in the EO HPI+ Fixed Focal Length Lens family, it’s possible to get the optimal fit in focal length and F-stop. These industrial lenses are built for exceptional performance in demanding factory automation (FA) and machine vision environments. The locking focus and iris rings prevent accidental adjustments.
SONY Pregious sensors – once more with feeling
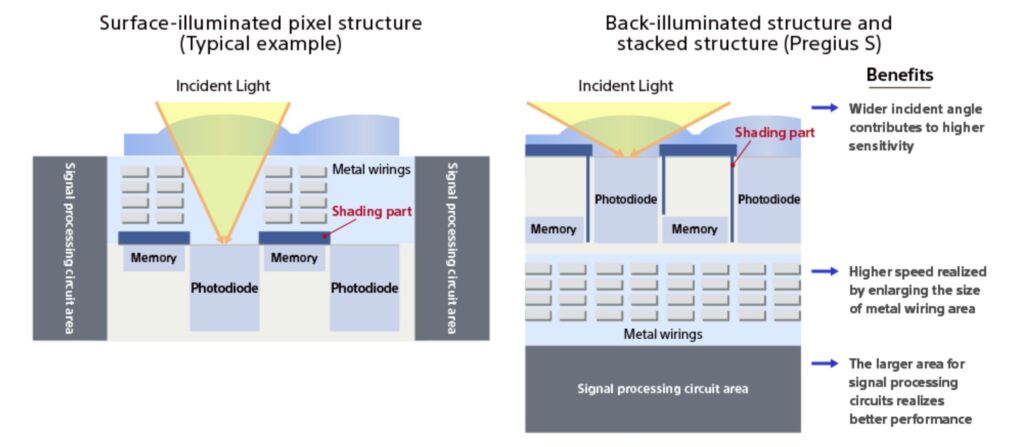
While not the only player in the sensor space, SONY remains one of the most innovative and respected manufacturers. They regularly succeed their own prior releases through incremental and disruptive innovation. As we write this, there are four generations of SONY Pregious sensors. The 4th generation Pregius S captures up to 4x as much light as Sony’s own highly-praised 2nd generation Pregius from just a few years ago!
Surface- vs back-illuminated image sensors – courtesy SONY Semiconductor Solutions Corporation
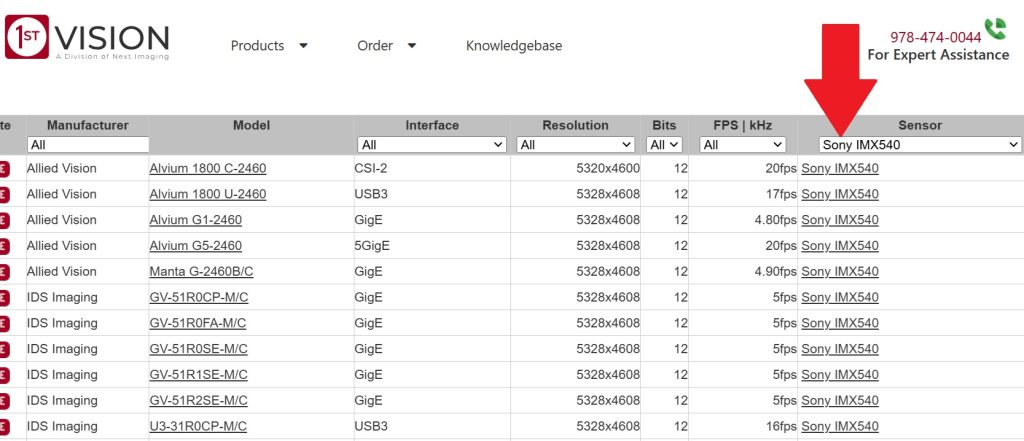
First few rows of 1stVision’s camera offerings using Sony IMX540 sensor
At almost 25MP, with 2.74µm square pixels, yet only a 1.2″ diagonal size, it’s suited to the C-mount lens format. That’s a robust mount design that’s widely popular in machine vision, so adopters of cameras with this sensor and mount have a wide range of lenses from which to choose. That in turn offers a range of choices along the price : performance spectrum.
EO HPI+ FFL Lens Performance
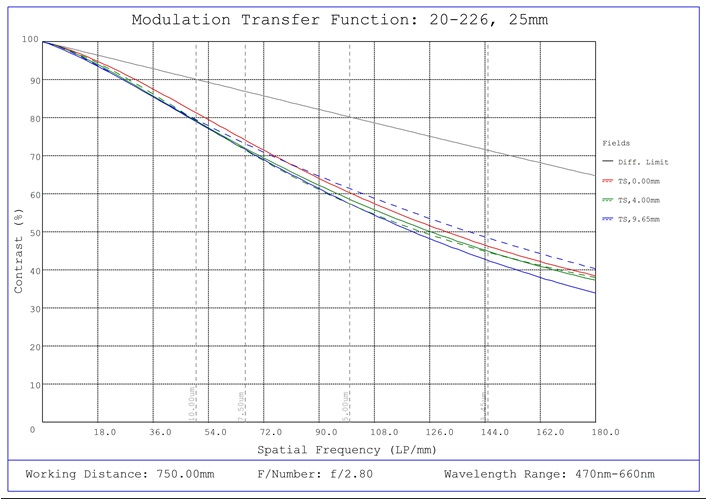
Machine vision pros know that lens performance is often characterized by the optical transfer function, also called the modulation transfer function. The shape and position of the curve says a lot about lens quality and performance. It’s also useful when comparing lenses from different manufacturers – or even lenses from different product families by the same manufacturer.
Here’s the MTF curve for one of the Edmund Optics lenses:
25mm, f/2.8: Identical to 29-278 – Courtesy Edmund Optics
That’s just a representative example. We’ve got the MTF curves for each lens… either on our website datasheets or on request.
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.
If you aren’t yet doing 3D imaging – but wonder if you should consider it – consider our TechBrief: Which Type of 3D imaging is best for my application? 3D machine vision provides contactless measurement. Learn the key approaches and their capabilities, constraints, and comparative costs.
Types of 3D imagining covered in the TechBrief linked above include:
Triangulation
Structured light
Time of Flight (ToF), and
Stereo vision
Since triangulation is fast, accurate, and affordable – for a wide range of applications to which it’s ideally suited, let’s presume for the rest of this blog you are pursuing that approach.
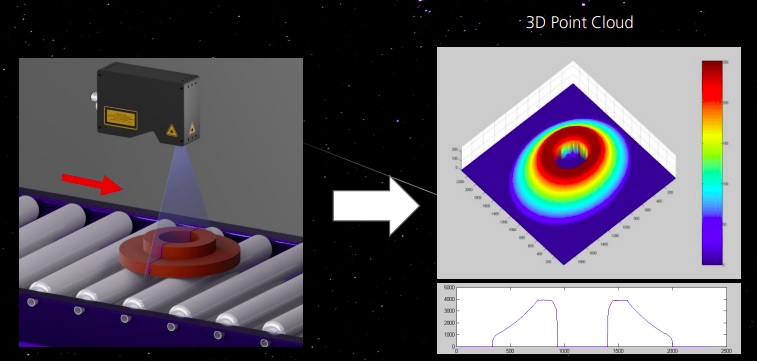
From real space to 3D point cloud model – Image courtesy of AT Sensors
AT Sensors 3D laser profilers feature cutting-edge 3D laser sensors with high-speed and high-precision resolution with IP54 or IP67 protection for industrial environments. AT Sensors’s 3D laser profilers are factory calibrated with profile speeds up to 200 kHz, and profile resolutions up to 4096 points/profile. All AT Sensors 3D sensors laser profilers support the latest GigE Vision/GenICam 3D standard.
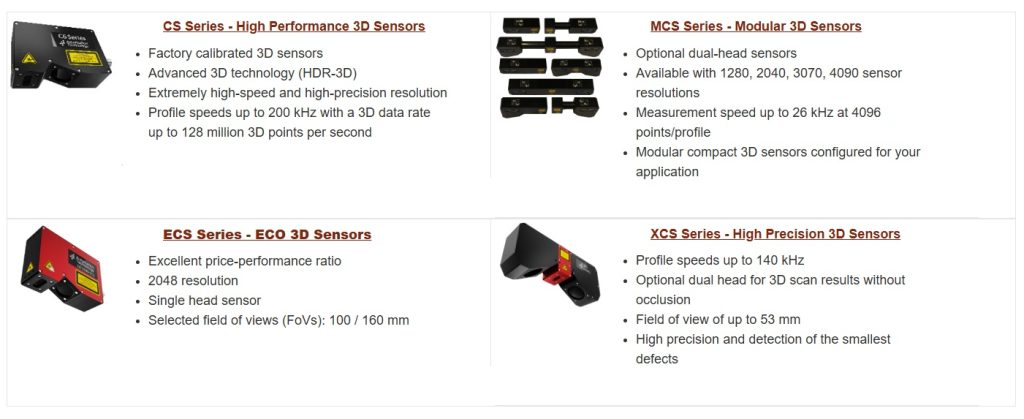
AT Sensors’ families – click to go to product pages
The AT Sensors’ series of 3D sensors include high performance CS 3D sensors, modular MCS 3D sensors, high precision XCS 3D sensors, and ECS 3D sensors with an excellent price-performance ratio. These innovative 3D sensors are suitable for numerous industries such as, inspection, automotive, infrastructure, and food and beverage.
Instructive short video featuring XCS dual-head inspection of Pin Grid Arrays (PGA) – Courtesy AT Sensors
How to choose?
If you’d like a very high level overview of the 4 AT Sensors 3D product families, consider:
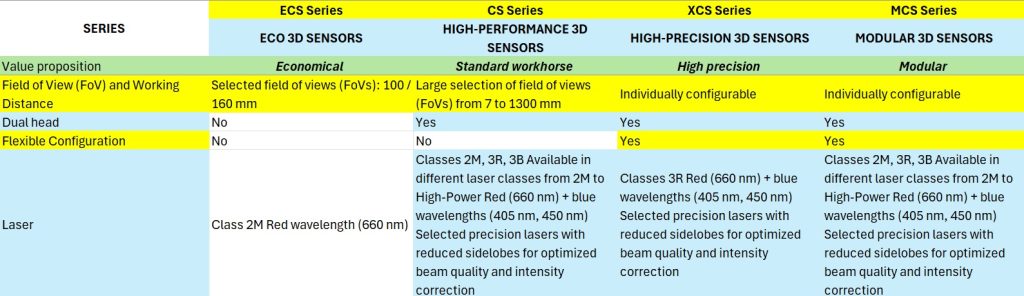
AT Sensors 3D product families – a simplistic but helpful differentiation
*Internal values. The actual usable profile speed may be limited by the 1 Gbit/s interface.
Give us some brief idea of your application and we will contact you to discuss 3D options.
Field of View and Flexible configuration options:
AT Sensors 3D families: differentiated FoV, sensor count, configurability, and laser options
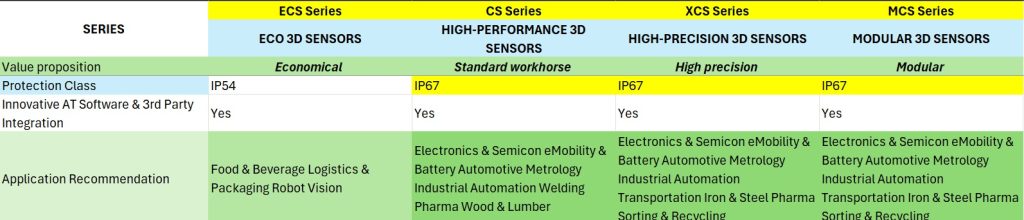
AT Sensors 3D families: IP protection class, software coverage, and suggested applications
How to choose? (in summary)
As you can see above, or by chasing the product detail pages, AT Sensors has a wide offering of 3D laser triangulation scanners, each of which builds a point cloud model of your targets. With four product families, and member breakouts within the families, there’s likely a model that meets your need for speed, resolution, IP class, and configurability.
At the risk of oversimplifying the AT Sensors 3D families:
ECS Series: Economical – fewer features but if it does the job low cost sounds nice
CS Series: Standard workhorse – high performance with several models available
XCS Series: High precision – think eXtra with the X – optional dual head sensors
MCS Series: Modular – also high performance but custom configurable too
About you: We want to hear from you! We’ve built our brand on our know-how and like to educate the marketplace on imaging technology topics… What would you like to hear about?… Drop a line to info@1stvision.com with what topics you’d like to know more about.