A 3D Profile sensor (aka camera) relies on 3D Laser Triangulation techniques that have been around for a long time, but until now were expensive. 3D Laser triangulation a decade ago consisted of using separate components in complicated setups using lasers, lighting, optics and algorithms to capture 3D information. Today, this has become simplified into a single package. Teledyne Dalsa Z-Trak profile sensor puts the optics, lasers and cameras into a single package with comprehensive free software.
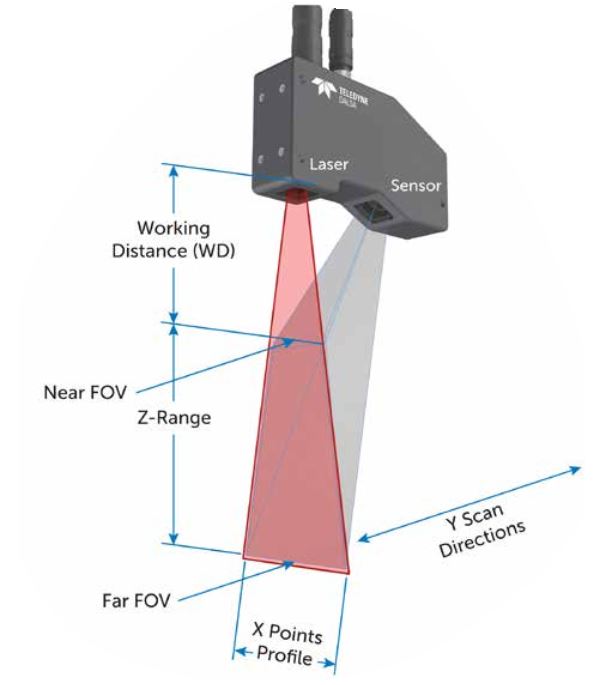
How does the Z-Trak Profile sensor capture 3D information? As shown in the image below, a laser stripe is projected on the object and imaged on an image sensor. This gives the position of the laser stripe and provides lateral information and depth giving X and Z axis data. By moving the object in the Y-Scan direction the Y-axis data point is provided then giving full X, Y & Z dimensional information.
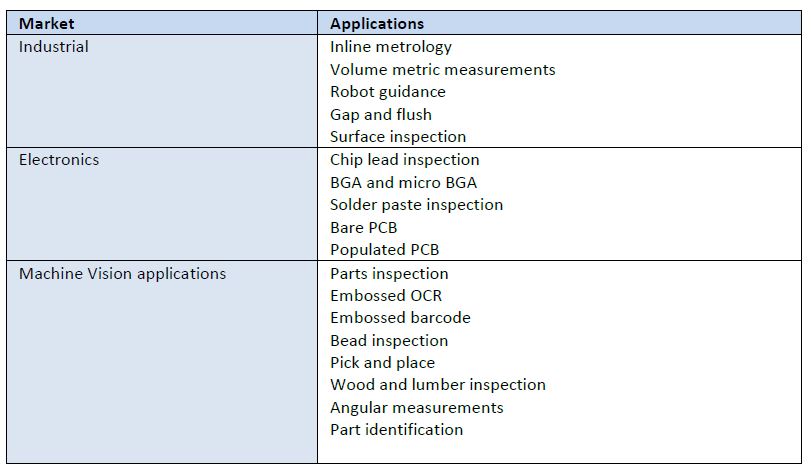
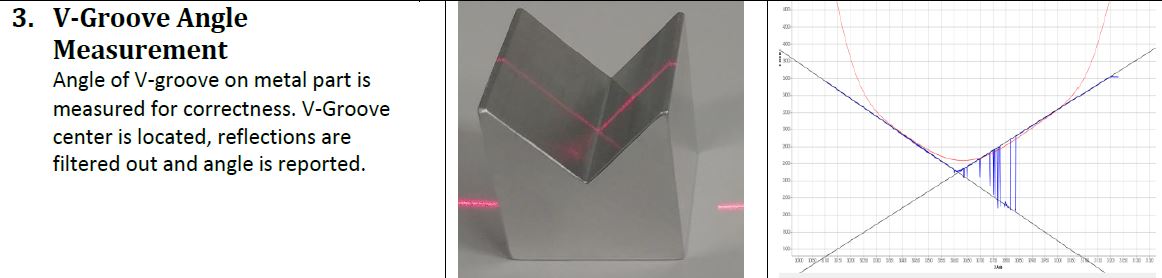
What applications do 3D laser triangulation solve? Z-Trak laser profile cameras are GigE Vision compliant permitting it to be used with any image processing software that supports 16 bit acquisition using the GigE Vision protocol. Using 3rd party and open platform software development packages such as Dalsa Sapera Processing 3D, Sherlock 8 3D, Stemmer CVB, GeniCAM tools and MvTec Halcon many applications can be solved. A partial list of applications is as follows:
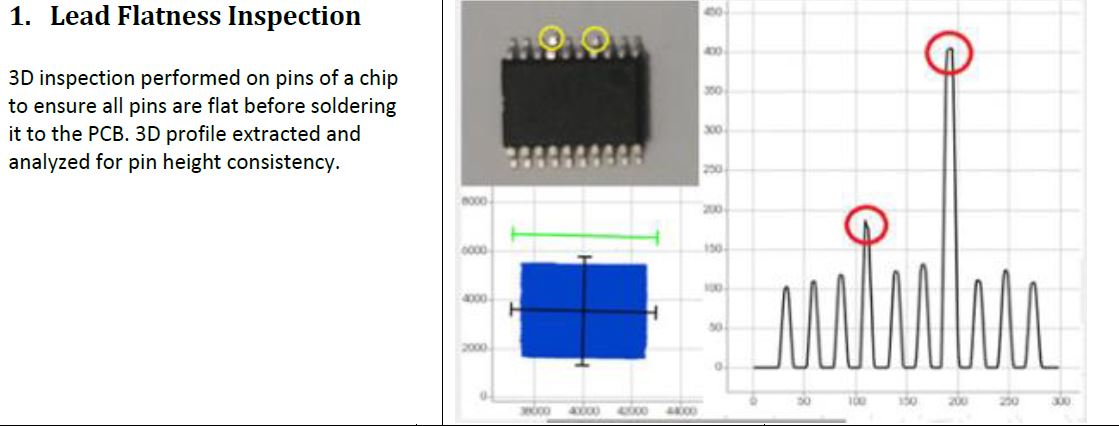
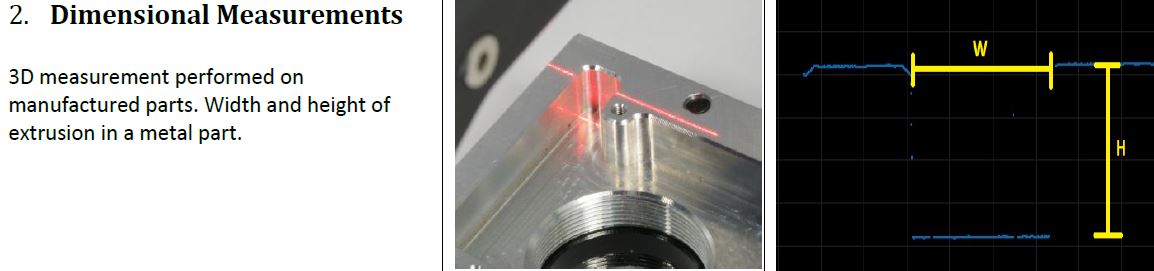
Teledyne Dalsa provides free software packages consisting of Sapera Processing with run time licenses and Sherlock 3D. Easy to use demo programs are also included. A few examples using the Sapera source code are as follows:
Full specifications, Data sheets and manual for Teledyne Dalsa Z-Trak can be found HERE. or request a Quote HERE
Give us some brief idea of your application and we will contact you to discuss camera options.
1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera selection. With a large portfolio of lenses, cables, NIC card and industrial computers, we can provide a full vision solution!
IDS Imaginghas released its new contrast-based autofocus features in the popular LE board level cameras. These additions take advantage of standard liquid lenses from Varioptic with resolutions up to 18 megapixels. The uEye software now comes with an intuitive GUI with adjustable regions of interest and various image sharpness measurement algorithms.
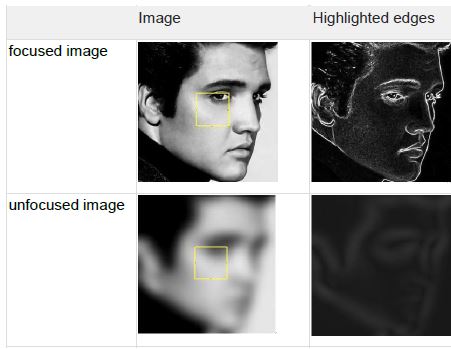
As much as “Auto focus” seems like it would be the flip of a switch, its important to understand the various methods used in the image analysis. In order to focus an image, algorithms are needed to measure image sharpness which is relayed to the liquid lens to make adjustments. These methods as based on principles in measuring edge sharpness to analyzing histogram values of the pixel grey scales.
Measuring image sharpness additionally has various algorithms which which can be run providing more exact methods versus basic analysis. It is important to understand these methods as additional processing power is required, effecting the overall camera frame rate.
IDS Imaging has a “Tech Tip”which covers various auto focus methods, defines the characteristics of search algorithms and how they effect speed and provides application examples. Click the icon below to download.
1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera selection. With a large portfolio of lenses, cables, NIC card and industrial computers, we can provide a full vision solution!
This is a question we get asked frequently: “Why should we pay $200 plus for your board level machine vision camera when we can just get a webcam for $69?”
A great question and maybe you can, but what ARE the differences?
Basically, there are just a few questions you need to answer to see if you should use a webcam for you machine vision application which are as follows:
Do you need to program to integrate the video into an application with processing or control?
Do you need consistent image quality?
Are you doing computer vision (the computer is making decisions based on the images) or are you just viewing the images visually?
Do you care if the camera specifications change over your product’s life cycle?
Is the object under inspection moving?
Do you need to control when you take the picture or interface to a trigger or strobe?
Do you need to be able to choose what lens you will need?
If the answer to any of the above are YES, then a webcam will NOT work well or at all for your application. If the answers are NO, then by all means, you might be able to save money and just use a low-cost webcam. (You can stop reading here if you want, or continue for more details below).
Machine Vision Camera Software
Webcams do NOT come with a SDK as they are made to show video only. They normally provide a universal video driver, and also an application for viewing video.
Webcams have rolling shutter sensors which mean they cannot acquire images of moving objects without ‘smearing’ them. Industrial machine vision cameras use sensors with global shutters providing the ability to freeze the image to produce non smeared images of moving objects.
Example: Without adequate shutter speed with a global shutter, image will be blurry with motion
Trigger and Strobe Control
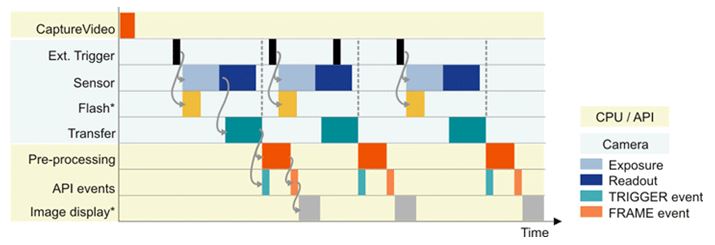
Webcams only have an interface to the USB data, whereas industrial machine vision cameras have hardware and software inputs and outputs. These allow for exact timing for a trigger to take a picture and a strobe to illuminate the object.
Example: External trigger control is tightly timed with IO including light flash. Courtesy of IDS Imaging
Camera Specs Changing over time
Webcams just need to show you video! In turn the manufacturers are not concerned if the sensors inside the camera change every six months. Whether the sensitivity changes by 10% makes no difference when you are just video conferencing with Grandma.
Industrial machine vision cameras are made with image sensors that don’t go obsolete every 6 months, but rather companies hope for 10 year life spans. It makes a huge difference if you are doing a computer vision algorithm that you have 5 man years of software development and the sensor’s sensitivity changes by even 1%.
Furthermore, the form factor of webcams change frequently as well. This doesn’t make a difference when it is just on your desk. It makes a huge difference when your camera and lens is fixtured in a machine that has 500 hours of CAD work to design, much less build. Moving the camera and lens 10cm might not be possible!
Do you need to choose your lens?
Webcams come with an integrated lens that is suitable for general viewing, and this lens is integrated with the camera and not changeable. Industrial machine vision cameras come with no lenses as not only do lenses come in a variety of focal lengths for different magnification, but also lenses coming in a variety of resolutions. Choosing a lens requires you to know the size of the sensor, your working distance, your field of view, and the pixel size. (See related educational blogs on lenses at end of this post)
What are your options for a low cost camera solution?
If you need industrial machine vision camera solutions with a solid SDK, long life cycles, at a low price, there several solutions to consider. Rolling shutter imagers are always lower price which are always a place to start along with USB2 interfaces. Read our previous blog HERE which outlines some specific models which are low cost. There is also a great new platform coming providing 5 Megapixel resolution with a rolling shutter imager, but with great performance for $280! Contact us for more details.
Give us some brief idea of your application and we will contact you to discuss camera options.
1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera selection. With a large portfolio of lenses, cables, NIC card and industrial computers, we can provide a full vision solution!
10 GigE Vision compliant cameras are easy to integrate enabling more machine vision applications and image processing. Camera image sensors have continued to increase in resolution which requires higher bandwidth interfaces to achieve high frame rates. 10 GigE cameras are a great solution as implementation is less costly and complex versus camera link and CoaxPress.
Aside from the features of 10GiGE Vision, the Baumer VLXT series cameras are extremely feature rich and cost competitive making them an excellent choice for 10GigE Vision cameras.
11 Key Features are listed below with many being unique, solving more vision applications in 10 GigE Vision cameras
1 – True 10GigE bandwidth! – 2 – Liquid lens & Canon EF mount control 3 – Exposure times down to 1uS with Sony Sensors 4 – Power outputs (4x) for direct driving LED lights eliminating a lighting controller. 5 – IP67 Ratings and extended temperatures for harsh environments 6 – IEEE 1588 Precision Timing protocols for synchronized timing with multiple devices. 7 – Long cable lengths up to 55 meters (Cat 6) and 70+ meters with Cat 6a / 7 and longer with optional fiber optic interface. 8 – Standard low cost 10GigE NIC’s can be used opposed to some manufacturers requiring special NICs 9 – Fully GigE Vision compliant for easy implementation with the benefits of high bandwidths. Allows support of third party software libraries. 10 – RS232 support 11 – On board JPEG compression available
1st Vision’s sales engineers have over 100 years of combined experience to assist in your camera selection. With a large portfolio of lenses, cables, NIC card and industrial computers, we can provide a full vision solution!